
Technical Tips / FAQs
Air is blowing out (Leaking) from under the Equipment's Heater Box
download pdf
Re-caulking Supply and Return Air Collar Connections up to 900°F
Inspect the Return and Supply Duct connections to determine if there is any air leakage. If you can feel
air movement between the heater box and the roof panels on the outside of the unit, the seal has failed.
Supply Duct Connection
- Remove the sheet metal screws (SMS) from the access cover plate, located directly beneath
Recirculation fan inside the oven (this is part of the supply ductwork). This will expose the collar in the
opening between the ductwork and heater box - Remove the SMS screws from the collar holding it in place and remove it from the opening. (The old
caulking may keep this from being removed easily) - Inspect the voids around the opening to ensure that nothing has happened to the insulation. (Reinsulate
if the insulation is missing or defective) - Use Silver Seal II caulking rated for 900°F (P/N 011269 - 10.3 OZ Tube) to caulk around the fan outlet
or mating surfaces for the collar connection. The surfaces must be free of rust or other debris prior to
caulking - Re-install the collar in the opening and fasten it in place with the SMS screws
- Re-install the access cover plate and fasten it in place with the SMS screws
Return Duct Connection
- Remove the sheet metal screws (SMS) from the return duct that are holding it to the roof panels. This usually is located towards the front (inside the oven). This will expose the collar in the opening between the roof panels and heater box
- Remove the SMS screws from the collar holding it in place and remove it from the opening. (The old caulking may keep this from being removed easily)
- Inspect the voids around the opening to ensure that nothing has happened to the insulation. (Reinsulate if the insulation is missing or defective)
- Use Silver Seal II caulking to caulk around the fan outlet or mating surfaces for the collar connection The surfaces must be free of rust or other debris prior to caulking
- Re-install the collar in the opening and fasten it in place with the SMS screws
- Re-install the return duct and fasten it in place with the SMS screws
Curing the Caulking
- The caulking must be cured slowly. Run the equipment at 200°F for an hour and then increase the temperature in 50°F increments every 30 Minutes until you have reached the maximum temperature of the equipment
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a
service to you. Please contact us at 1-800-473-7373 if you have any questions.
Can my Equipment be modified to my new process? (Power Coating, Process Solvents, Combustible or Burnable products, etc.)
download pdf
Conversions and Modifications to your Equipment
The information that you are looking for is not readily available and requires us to search through our records to determine the required design change(s), and the material(s) needed.
We would be happy to research the information requested. Generally most requests can be researched within one (1) to two (2) hours, but if the actually time required is greater, a research fee may be required to cover the costs incurred. We will respond within three (3) to five (5) business days of receipt of a copy of your purchase order or a written acknowledgment of our rates (by fax or mail).
We will require that you provide us a detailed description of the desired changes or modifications, including the process specifications. Examples: Process Temperature(s), Work Chamber Temperature Uniformity, Solvent Level(s), Product Volume(s), etc.
Example #1 Convert gas fired system from propane to natural gas. Generally this change will require:
- Replace system gas regulator spring
- Replace burner gas limiting orifice (if applicable)
- Re-adjust burner input BTU/H (combustion air and fuel pressure ratio at pilot, low & high flame)
Example #2 Convert electric heated system for 220/240 volts to 460/480 volts. Generally this change will require:
- Rewire control isolation transformer taps
- Rewire all motor(s) leads
- Replace all fuses and fuse blocks
- Replace all motor starter over-load heaters
- Replace the process air heater
Replacement original equipment operating instruction manual are available through our Parts Department at 1-800-473-7373 Option #2. The cost is not based on the material content, but time required to research and assemble the replacement manual. On standard models the cost for a replacement manual will generally range from $200 to $400. On special or large engineering system equipment, a review of the equipment would be needed to determine the replacement manual cost.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Can the Equipment’s operating voltage be changed? (Example: 208/230/240V TO 460/480V)
download pdf
Conversions and Modifications to your Equipment
The information that you are looking for is not readily available and requires us to search through our records to determine the required design change(s), and the material(s) needed.
We would be happy to research the information requested.. Generally most requests can be researched within one (1) to two (2) hours, but if the actually time required is greater, a research fee maybe required to cover the costs incurred. We will respond within three (3) to five (5) business days of receipt of a copy of your purchase order or a written acknowledgment of our rates (by fax or mail).
We will require that you provide us a detailed description of the desired changes or modifications, including the process specifications. Examples: Process Temperature(s), Work Chamber Temperature Uniformity, Solvent Level(s), Product Volume(s), etc.
Example #1 Convert gas fired system from propane to natural gas. Generally this change will require:
- Replace system gas regulator spring
- Replace burner gas limiting orifice (if applicable)
- Re-adjust burner input BTU/H (combustion air and fuel pressure ratio at pilot, low & high flame)
Example #2 Convert electric heated system for 220/240 volts to 460/480 volts. Generally this change will require:
- Rewire control isolation transformer taps
- Rewire all motor(s) leads
- Replace all fuses and fuse blocks
- Replace all motor starter over-load heaters
- Replace the process air heater
Replacement original equipment operating instruction manual is available through our Parts Department at 1-800-473-7373 Option #2. The cost is based on the time required to research and assemble the replacement manual. On standard models the cost for a replacement manual will generally range from $200 to $400. On special or large engineering system equipment, a review of the equipment would be needed to determine the replacement manual cost.
PROCESS QUESTIONNAIRE |
||||
YOUR COMPANY NAME: |
||||
ADDRESS: |
||||
YOUR NAME: |
TITLE: |
|||
PHONE #: |
FAX#: |
|||
EQUIPMENT: |
||||
SERIAL NUMBER: |
||||
MODEL NUMBER: |
||||
PROCESS: (Describe, in detail, the process supported by the Despatch equipment identified above.)
...USE SEPARATE PAGE IF REQUIRED
HOW LONG ARE PARTS IN OVEN?___________PROCESS TEMP _____________________(Process Duration)
DOES YOUR PROCESS INVOLVES VOLATILES? YES____NO____
Volatile Name |
Lbs/Hour |
Gal/Hour |
Lbs/Gal |
CFBE* |
|
||||
|
||||
|
*CFBE = Cubic Feet of Air Rendered Barely Explosive per Gallon of Solvent
(IMPORTANT: We Must Know Exact Amount of Volatile Used or Released)
DOES PROCESS CONTAIN OTHER COMBUSTIBLES? WHAT TYPE?
ELECTRICAL SAFETY SYSTEM:
Exhaust Fan and Proper Airflow Sensor Present? Working?
Purge Timer? High-Limit Control Installed & Working?
Electric Heat Back -Up Contractor Installed & Working?
Voltage: Heaters?_______Motors?_______Controls?_________
AIR HANDLING SYSTEM:
Fresh Air Duct Size?_______(ID)Damper Blade Size?_______Open Area?_________
Exhaust Duct Size? (ID)Damper Blade Size? Open Area?
PROCESS QUESTIONNAIRE
POWDER COATING ONLY
Powder Coating Processes create special concerns for the safe operation of your Despatch equipment. The following request for information will help Despatch determine if your equipment and process are compatible. If a problem is detected we will notify you at once. Until we have had the opportunity to review the following information we must advise you of the following warning.
WARNING: IMPROPER USE OF THIS EQUIPMENT CAN RESULT IN PROPERTY DAMAGE, SERIOUS BODILY INJURY OR DEATH!
DO NOT USE THIS EQUIPMENT UNTIL YOU ARE CERTAIN THAT YOUR PROCESS IS COMPATIBLE WITH THE EQUIPMENT DESIGN.
Please Answer The Following:
Surface area of the maximum load of parts processed in an hour, expressed in (Square Feet per Hour) Square Feet /Hour.
Maximum Powder Thickness? Mils.
What are the Powder Manufacturer's Recommended coverage in square feet per pound to yield a coating 1 Mil thick? square feet per pound
We hope you found this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Do we offer Preventative Maintenance Plan(s) or Program(s)?
download pdf
Preventative Maintenance
Each application is different as is each piece of equipment is different, making a standard Preventive Maintenance (PM) program impossible. We at Despatch can research and develop a PM program for your equipment and application.
Sample PM Schedule
Item Description |
Reading or Setting |
Months Of Operation |
||||
|
|
1 |
3 |
6 |
9 |
12 |
Measure and record the line and control voltages — if the voltage is +/-10% of the specification on the equipment nameplate discontinue use and take corrective action. |
L1= |
|
|
|
|
X |
Measure and record recirculation fan motor amps — will give a rough indication of fan efficiency, a reduction in motor amps of more than 15% at ambient temperature, could indicate improper loading or a restriction in the recirculation blower fan or duct work. |
T1= |
|
|
|
|
X |
ALTERNATIVES - After the program is defined per above.
- We could have one of our Despatch Supported Field Service Representatives visit your location to perform the PM program at an hourly charge.
- We could provide on-site supervision and training for your maintenance and operations personnel as they perform the PM program at an hourly charge.
- We could provide you with a PM or Full Service agreement. These contracts can be quoted on semi-annual or annual basis.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Do you provide Training programs or classes?
download pdf
Operator/Maintenance Training Programs
Available Subjects:
- Equipment Operation
- Gas Fired Systems (direct & indirect fired burner systems, operating on Natural Gas or Propane)
- Electrical Heated Systems (On/Off, SCR or SSR controlled systems)
- Preventative Maintenance
- Controller Calibration
- Temperature Uniformity
Objective of Course:
To train operators or maintenance personnel on procedures required to:
- Reduce Unplanned Downtime
- Improve Equipment Effectiveness
- Implement or Improve Preventative Maintenance
- Introduce Predictive Maintenance
- Equipment Safety
Course Structure and Duration:
- Class Room - 8 hours (1 day, single shift)
- Hands On - 8 hours (1 day, single shift)
- Limited Class size
Course Deliverables:
- Course manuals
- Operator
- Maintenance
- Operator guide
- Preventative Maintenance checklist guide
- Spare parts lists
Prerequisites:
- Operator/Supervisor - Competent and capable of operating industrial equipment.
- Skilled trades, Electrical - Setup and maintenance of the equipment should be performed by qualified personnel. Requires basic knowledge of how to read and interpret the electrical prints.
- Skilled trades, Mechanical - Setup and maintenance of the equipment should be performed by qualified personnel. Requires basic knowledge of how to read and interpret the mechanical prints.
- Skilled trades, Mechanical - Setup and maintenance of the combustion equipment should be performed by qualified personnel, who are experienced in handling all facets of this type of combustion system.
Warning: Improper setup and operation of this equipment could cause an explosion that may result in equipment damage, personal injury or possible death.
To place an order for training, please fax a copy of your purchase order or a written acknowledgment of our rates, authorizing service to (612) 781-5485.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Cooling Coil Operation
download pdf
Cooling Coil Operation
The Cooling Coils are designed to be used with a gravity drain, which is designed to empty the coil when the equipment is being heated above 200°F. The coil must be empty during the heating process. This is to reduce the steam generated in the coil and the build-up of deposits inside the coil.
This is accomplished by using a vacuum breaker and check valve on the coil outlet and a flow meter and solenoid valve(s) on the coil inlet. The drain line(s) should be insulated or labeled with a warning label indicating that a high temperature hazard exists.
The LCC and LND Series models can use the Cooling Coil Kit #090020 for adding the components and using the Protocol Controller to automatically energize the solenoids with an Event in a temperature profile/recipe.
WARNING STEAM BURNS - Never allow the drain to be plugged, as a hot oven will generate a small amount of steam.
Closed loop systems are not recommended as they do not remove the water from the coil during the heating cycle. One variation from the above method that could be used, is to have a sump tank to collect the water from the drain. Another variation is to discharge the water in the coil to the drain when the coil is not in the loop.
The Coils are typically designed to operate from 10 PSIG minimum to 99 PSIG maximum with a maximum water temperature of 60°F. The cooling performance at various flow rate will depend on the water temperature and the amount of cooling required.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
How do I obtain an instruction manual(s) or replacement print(s)?
download pdf
General Information
The information that you need may not be readily available and would require us to search through our records. Typically much of the information is included within the equipment’s original operating instruction manual or listed on the Nameplate mounted on the equipment (usually on the control compartment door, or the rear of the equipment). This includes:
- Equipment’s full load amperage
- Gas fired burner(s) rated BTU/H input
- Heater(s) rated wattage input
- Equipment’s dimensions
- Equipment’s specification data
If you would like us to research additional information for you, we will be happy to fulfill your request, but first we must document that the equipment is being used in a proper way. As you know, product liability issues cost all of us far more than we would like. Therefore, in an effort to help reduce our exposure and thereby keeping our products competitively priced, we have a very strict policy with regards to insuring that the process is compatible with the equipment’s original design. We must therefore request that you answer a few simple questions about your process.
To help you with this request, we have included a PROCESS / MANUAL QUESTIONNAIRE.
WARNING: IMPROPER USE OF THIS EQUIPMENT CAN RESULT IN PROPERTY DAMAGE, SERIOUS BODILY INJURY OR DEATH!
DO NOT USE THIS EQUIPMENT UNTIL YOU ARE CERTAIN THAT YOUR PROCESS IS COMPATIBLE WITH THE EQUIPMENT DESIGN.
We must rely on your knowledge of the process. Despatch claims no knowledge of the details of your specific process. We can only determine if your Despatch equipment is compatible with your process based on the information we are asking you to provide. If an unsafe condition exists we will advise you to IMMEDIATELY SHUT DOWN YOUR Despatch EQUIPMENT Despatch can also assist you in modifying or replacing your present equipment to eliminate any hazard.
We will review the information received. Generally most requests can be researched within one (1) to two (2) hours, but if the actually time required is greater than this, a purchase order for an engineering fee will be required to perform the work. We will respond within three (3) to five (5) business days of receipt of a copy of your purchase order or a written acknowledgment of our rates (by fax or mail).
- Depending on the age of the equipment, the documentation may be limited or no longer available. We will waive the research fee in this case.
Replacement operating instruction manual or S-type installation manual are available through our Customer Service Group at 1-800-473-7373 Option #2 (parts).
The operating instruction manual contains:
- Equipment’s specification data
- Vendor documentation
- Electrical schematic(s) and a mechanical assembly drawing. The cost is not based on the material content, but time required to research and assemble the replacement manual. On standard models the cost for a replacement manual will generally range from $200 to $400. On special or engineering system equipment, a review of the equipment would be needed to determine the replacement manual cost.
The S-type installation manual contains:
- How the knocked down larger batch ovens are erected.
- Information (text and graphics) on the proper installation of this type of equipment.
We hope you will find this information useful.THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
PROCESS QUESTIONNAIRE |
||||
YOUR COMPANY NAME: |
||||
ADDRESS: |
||||
YOUR NAME: |
TITLE: |
|||
PHONE #: |
FAX#: |
|||
EQUIPMENT: |
||||
SERIAL NUMBER: |
||||
MODEL NUMBER: |
||||
PROCESS:
(Describe, in detail, the process supported by the Despatch equipment identified above.)
USE SEPARATE PAGE IF REQUIRED
HOW LONG ARE PARTS IN OVEN?___________PROCESS TEMP_____________________(Process Duration)
DOES YOUR PROCESS INVOLVES VOLATILES? _____YES____NO
Volatile Name |
Lbs/Hour |
Gal/Hour |
Lbs/Gal |
CFBE* |
|
||||
|
||||
|
*CFBE = Cubic Feet of Air Rendered Barely Explosive per Gallon of Solvent
(IMPORTANT: We Must Know Exact Amount of Volatile Used or Released)
DOES PROCESS CONTAIN OTHER COMBUSTIBLES? WHAT TYPE?
ELECTRICAL SAFETY SYSTEM:
Exhaust Fan and Proper Airflow Sensor Present? Working?
Purge Timer? High-Limit Control Installed & Working?
Electric Heat Back -Up Contractor Installed & Working?
Voltage: Heaters?_______Motors?_______Controls?_________
AIR HANDLING SYSTEM:
Fresh Air Duct Size?_______(ID)Damper Blade Size?_______Open Area?_________
Exhaust Duct Size? (ID)Damper Blade Size? Open Area?
PROCESS QUESTIONNAIRE
POWDER COATING ONLY
Powder Coating Processes create special concerns for the safe operation of your Despatch equipment. The following request for information will help Despatch determine if your equipment and process are compatible. If a problem is detected we will notify you at once. Until we have had the opportunity to review the following information we must advise you of the following warning.
WARNING: IMPROPER USE OF THIS EQUIPMENT CAN RESULT IN PROPERTY DAMAGE, SERIOUS BODILY INJURY OR DEATH!
DO NOT USE THIS EQUIPMENT UNTIL YOU ARE CERTAIN THAT YOUR PROCESS IS COMPATIBLE WITH THE EQUIPMENT DESIGN.
Please Answer The Following: Surface area of the maximum load of parts processed in an hour, expressed in (Square Feet per Hour) Square Feet /Hour.
Maximum Powder Thickness? Mils.
What are the Powder Manufacturer's Recommended coverage in square feet per pound to yield a coating 1 Mil thick? square feet per pound.
How do we burn-in the HEPA filters?
download pdf
Handling, Installation and Burn-off Procedure for HEPA Filters
It is highly recommended that this whole document be read carefully before handling filters.
Definitions
HEPA Filter = High Efficiency Particulate Air Filter. High means 99.97% or higher. The efficiency is a measure of how effectively the filter traps particles. It is calculated by dividing the number of particles trapped by the total number impinging on the filter. Fewer than 3 in 10,000 are allowed through a filter, if it is to be rated as HEPA grade. Typically the paper passes fewer than 1 in 10,000. None of these is larger than 5 microns, unless there is a leak in the filter.
Media = The filter paper which traps particles from the air flowing through it. It is made of boro-silicate glass fibers and binder. It is not a particularly strong paper when new, and is extremely fragile after burn-off.
Binder = A substance used to bond the glass fibers together that gives some structural strength to the media. The binder is a normal part of HEPA filter manufacturing.
Separators = Components which hold the media pleats apart and channel the airflow. They are typically corrugated aluminum foil, but string, lines of glue, and other schemes have been used.
DOP = Dioctyl Phthalate - An oily liquid (plasticizer) used to produce aerosol droplets of .3 micron size ("hot DOP" for filter efficiency measurements) and 2 to 4 micron size ("cold DOP" to test filters for leaks)
Burn-Off = A high temperature process for removing the binder from the filter. It should be continued long enough to remove the smoke and odor from the oven. Manual cleaning of the oven is usually required afterwards.
Shedding = The filter behavior characterized by higher levels of particles downstream during changing temperature. Faster temperature changes result in larger particle counts. This is a typical characteristic of filters after the binder has been burned off of the media.
Pleat = The fold in the media at each face of the filter. The pleating gives the filter a large media surface area.
Packaging and Shipping
Packaging varies among filter manufacturers. Normally HEPA filters are packaged in internally strengthened cardboard boxes. The filters are packaged with the separators vertical - running from the top to the bottom of the package. The package should be clearly marked with a vertical arrow and a THIS SIDE UP label.
Typically, all the HEPA filters required for an oven will be banded together on a single pallet for shipment, with plywood sheets protecting the paper faces either in each carton or on the whole pallet.
CAUTION: When receiving a shipment of HEPA filters, make sure that they have been shipped with pleats oriented vertically. In horizontal shipment, normal road vibration and jarring may cause the filter media to sag. Any rough handling can cause subtle damage to the filter. This damage is quite difficult to see but will show up as leaks. Damage of this sort will typically make the filter unsuitable for oven use.
Handling and Storage
Minimize unnecessary handling. HEPA filters should be handled like very fragile glass. They should never be dropped or jarred. Any filter dropped, whether or not in the carton, should be re-examined for damage as described under Inspection. Filters should remain in their crates and shipping cartons until installation.
When handling a filter, it is recommended that the unit be tilted up on one corner, and picked up by the two adjacent corners (diagonal from each other).
Always maintain the filter in the proper vertical position, as marked on the container, during storage.
- For installation, the filters should be unloaded at a point which will minimize physical handling, and then should be unpacked as follows.
Unpacking
Remove the crate from around the carton(s) - as close to the oven as possible. Use extreme caution when removing the filter from its carton. The filter should not be dropped or jarred.
Be sure the area is large enough and clear of obstacles which may damage the filter. Carefully remove the sealing tape from the top of the carton.
- Open and fold back the top flaps of the carton.
- Gently invert the filter box to place the exposed top of the filter on a flat surface, preferably the floor.
- Pull the carton up, off of the filter.
- Carefully remove the plastic bag from the filter.
CAUTION:
Attempting to remove the filter from the carton by grasping the filter frame can result in irreparable damage, when fingers puncture the delicate filter media.
Inspection
Use a strong lamp to examine the exposed areas of the filter to assure that no breaks, cracks or pinholes are evident. A less intense light, such as a flashlight, can be used in a darkened room.
- Look for visible defects with the light projected along the full length of each channel created by the separators. All separators should be even and uniform. Separators which are compressed at one edge indicate significant shock to the filter, which probably damaged the media. Translucent spots in the media may or may not indicate holes or cracks.
- Small breaks or cracks in the media usually show up on the surface edges of the filter pleats, but are often not detected readily. Even though they are small, they are important. If the filter unit is installed this way, the cracks get bigger, because of the air movement.
- After examining each channel, the inspector should carefully examine the adhesive seal around the filter face, to be sure that the seal is complete and unbroken. It should stick tightly to both the frame and the media. Also check the media at the edge of the adhesive. Hairline cracks, dimpled or fuzzy paper at or within 1/2 inch of the joint are clues to hidden damage to the filter.
- After a thorough scrutiny of both filter faces, the corner joints of the frame should be checked for adhesive sealing and tightness. The gasket around the edge of the frame should be inspected for tight abutment or mating of strips and good physical condition. Gasket strips should also be examined for full adhesion to the frame.
HEPA Filter Replacement
HEPA filters should be replaced when they no longer perform the required function. Some of the more common reasons are:
- Excessive resistance, or pressure drop, across the filter unit. The resistance of a HEPA filter increases as it loads up with particles. The airflow through the oven is reduced as the filter static pressure increases. This slows the rate at which heat is delivered to the product. Individual processes vary, but usually the HEPA filters should be changed if the initial static drop across the filter increases by 1 inch of water. For example, if a new filter has an initial static drop of 1.3 inches of water, it should be changed when the static increases to 2.3. Record the new filter pressure drop for later comparison.
- Loss of efficiency (leakage), determined from particle counts made downstream of the filter unit.
- Visible damage to, or rupture of the paper in a filter (which may result in reduced pressure drop across the filter).
Installation
Anyone installing HEPA filters must be aware of the high-efficiency performance required. Moreover, they should know that the filter pack within each frame is delicate, and must not be damaged during installation. Also, each filter must be installed so that unfiltered air will not leak past. The surface to which a filter is mounted should be true, clean, smooth, flat, free of weld splatter, and sufficiently rigid to fully compress the gasket (typically to about half its new or uncompressed height).
The following procedure is recommended.
- Carefully remove filter from shipping carton, following the procedure described under Unpacking.
CAUTION: Unpack one filter at a time, as and where each is to be installed. - Carefully inspect both faces of the filter unit for cracks in the filter medium, damage to the separators and for separation of the adhesive between the filter pack and the frame, as described in Inspection. See that the gasket is cemented firmly to the frame and that the gasket pieces are butted or mated tightly at the joints.
- Vertical Filter Mounting: Always install the filter with pleats oriented vertically. A spacer of the appropriate thickness across the bottom two hold-down rods may help locate the filter while the fastening hardware is attached.
CAUTION: If installed in the wrong orientation, the pleats in the filter will form shelves which collect entrapped materials. The accumulated weight of the materials may lead to early failure of the filter. - Horizontal Filter Mounting: If the airflow has a consistent direction turning into the filter, the filter should be oriented to minimize turbulence. That is, the separators should run in the direction that the air approaches the filter. They should not run across the air stream where the air would be turning over a sharp edge.
- Locate the filter evenly over the opening. Use extreme care in this step. Get help if necessary. Keep fingers out of filter media and separators.
- Compression nuts should be successively tightened to equalize the pressure on the filter. The gasket should be compressed evenly, and equally, to approximately half its free height. When the hold-down nut is 3/8-16 NC thread (as is usually the case on Despatch ovens), this is 2 to 3 rotations after contact. This is a torque of approximately 4 to 12 foot pounds. Record the torque for comparison with later values.
- Record the pressure drop across each group of new filters at ambient temperature for later comparison in case of plugging.
CAUTION: Fresh air, oven, and exhaust filters are frequently the same size. Make sure that a filter to be installed in an oven or exhaust is rated for the temperature. The filters typically have red elastic adhesive between the filter media and the frame for temperatures up to 260°C / 500°F, and a compressed fiber pad for hotter use.
Burn-Off of Binder
The burn-off process will take place in any piece of equipment where a new HEPA filter is used at temperatures above 150°C / 300°F. There will be smoke, possibly a pungent odor, and a residue on interior surfaces. This is a result of oxidation of the binder, and the evaporation/decomposition of any challenge agents. One of the media manufacturers says that most of the binder will leave the filter after running at a temperature of 260°C / 500°F for eight (8) to 48 (forty-eight) hours. After eight hours 4.2% of the total media weight is lost, and 4.8% after 48 hours. Approximately .1% will be lost after that. Check the oven for particles or the exhaust for smoke and odor to determine that the burn-off is finished.
When the filter media has the binder burned out, it becomes very fragile. After that, a filter may not stand up to normal handling, and especially shipping. Do not expect HEPA performance if HEPA filters are handled after binder burn-off.
Significant advantage in paper strength and shedding characteristics is obtained for some filters if some of the binder is left on the media (burn-off done below 220°C / 428°F, and the lower, the better). However, the burn-off should be done at or above the maximum process temperature. If the binder is burned off below 260°C / 500°F, it is wise to remember that additional smoke will be given off when an oven is heated over this maximum process temperature.
Select a location for this process where the smoke and odor generated will be ventilated with the least amount of interruption and inconvenience. Ideally this will be in the final location for the oven. However, it may be a receiving dock, some well ventilated space or even outside if the weather is acceptable. If this location is a very clean area, then special attention must be given to an exhaust hook-up that will capture the smoke and odor.
The following procedure is recommended:
- Locate the equipment exhaust opening where chamber air is being expelled.
If the oven filter is to be burned off in a clean area, be sure to handle the equipment exhaust appropriately. If the equipment is large and the exhaust stack is a permanent service connection, it should be connected before the burn-off process is run. If the equipment is small with no permanent exhaust duct required, arrange a temporary connection out of the clean area, that will handle the maximum temperature of the equipment. Direct the smoke and odor outside, or to a highly ventilated area. - Filters for below 260°C / 500°F: Set the temperature control at the maximum process temperature.
Filters for above 260°C / 500°F: To maximize the life of the filter, set the control to ramp the oven temperature at 1 degree C (1.8 degree F) per minute or slower. Program a 3 hour soak at 75°C / 167°F, a 3.5 hour soak at 105°C / 220°F, and a 1 hour soak at the chamber maximum temperature plus 5 to 10 degrees C (9 to 18°F) during the first heating ramp. The filter should not be cooled faster than 1 degree C per minute. The limited ramp rate and soaks will cure the ceramic adhesive in these filters for maximum strength, during the first cycle. After the first heating, the soaks can be removed from the program. See figure 1. - Start the Fan(s) after making the electrical power connections.
- Energize the equipment heater.
- Burn off the filter until the downstream air is clean enough for the process.
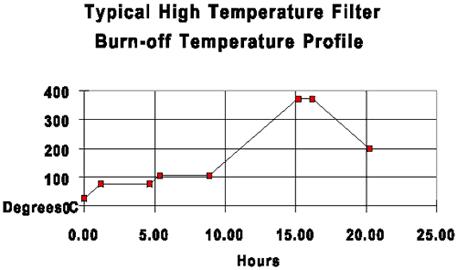
Figure #1
Use enough fresh air or purge nitrogen to remove the smoke, while still being able to achieve and maintain the necessary temperature.
The completion of the burn-off period should be based on the particle level in the oven. Laminated media will take longer than the standard HEPA media to burn off to a particular cleanliness level, at the same temperature. Both types of media will burn off faster at higher temperature. Neither has a clearly defined end to the burn off process, and will continue to clean up during oven operation. The laminated media generally will clean up to a lower particle level than the standard media. Filters for below 260°C / 500°F: Normally clean up within 72 hours at 500°F. Filters for above 260°C / 500°F: Normally clean up within 24 hours at 750°F.
If it is necessary to move the equipment after the burn-off process (which is not recommended), considerable care should be used. The binder which gives strength to new filters is now gone and the media is very fragile. Any handling of either the filter alone or the equipment with the filter installed is strongly discouraged. The media may crack or tear (leak).
For best clean oven processing, it is recommended that the oven be thoroughly cleaned after the burn-off period and at regular intervals thereafter.
The filter hold-down nuts should be checked after burn-off and tightened again, if necessary. For best results, this step should also be repeated on a regular basis. Most oven gaskets are known to take a set, and thus require tightening after heating.
Testing
The filters are frequently checked for leakage after installation. DOP and similar challenge agents are not recommended for use in ovens, because of their behavior at elevated temperature.
Testing varies widely among different companies. However, it should be noted that efficiency testing of the recirculation filters is not required. It is generally sufficient that the filter be able to maintain the required cleanliness class of the oven. This would be done after the burn-off of the binder. One way to check the particle level, in an oven at elevated temperature, is to pull samples of the air out through a heat exchanger to a particle counter. Another is to determine a correlation between settling rate onto monitor wafers at ambient temperature. Then monitor wafers are used in the oven through the oven cycle. Contact the factory for further information.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
How do we calibrate the PROTOCOL™ Control Instrument?
download pdf
Protocol Calibration
Before you begin, we recommend using a certified analog thermocouple simulator/calibration source with less that +/-1°F noise. We have experienced signal stability problems with some micro-processor based thermocouple simulator/calibrators that induce an error during the calibration procedure. This error generally results in a non-linear shift in the controller's indicated temperature.
Note: When using a non ambient compensated calibrator or milli-volt source, the ambient temperature of the Protocol Controller must be subtracted from the input signal. Example: 250°F = 6.420mv and 75°F = 1.220mv, the correct input signal would equal 5.200mv. If the ambient temperature of the Protocol Controller is other than 75°F, use the correct milli-volt value.
Milli-volt Table
70° |
72° |
74° |
76° |
78° |
80° |
82° |
1.076mv |
1.134mv |
1.191mv |
1.248mv |
1.306mv |
1.363mv |
1.421mv |
Note: We recommend using shielded thermocouple lead wire to reduce the possibility of noise corruption.
- Disconnect AC power to the oven.
- Remove Protocol controller to expose thermocouple input terminals.
- Disconnect control and Hi-Limit thermocouples from controller thermocouple input terminals (Control T/C, and Hi-Limit T/C).
- Mark thermocouple leads if not labeled.
- Connect a 6 foot piece of type J thermocouple lead wire to each of the Control T/C and Hi-Limit T/C terminals.
- Twist together or jumper the lead wire end not connected to the Control T/C and Hi-Limit T/C terminals. This creates a junction and prevents a control sensor error [S-T/C ERR] and Hi-Limit sensor error [H-T/C ERR] caused by an open thermocouple.
- Loosely fasten the Protocol controller to the oven.
- Re-connect AC power to the oven.
- Press the Power on pushbutton to energize oven.
- Press the Tune key. The display reads [TUNE ].
- The controller must be configured to operate in °F (Fahrenheit) and CZ0 should be set to zero (0.0) for calibration. Use the up and down arrow keys to scroll through the tune mode configuration.
- Press the ò key. The display reads [CODE ***].
- Press the following key sequence: +, -, -, +, -, + .
- The display reads [PID TUNE]. Protocol is in the tune mode.
- Record initial tune mode parameters prior to making any changes.
Note: All error's must be cleared prior to performing calibration. Any active error will inhibit the calibration function.
Note: To clear a control sensor error [S–T/C ERR] or hi-limit sensor error [H–T/C ERR] caused by an open thermocouple, depress and then release the Reset key after the problem has been corrected.
Note: ### or ##.# represent a numeric value or parameter. - Allow the controller a thirty (30) minute warm up time before proceeding
- Depress and then release the Cal key. The display reads [CAL--MODE].
- Depress and then release the ò key. The display reads [CODE ***].
- Depress and then release the following key sequence + , –, –, +, –, +. The display reads [HCAL ###].
NOTE: If the Display blinks and does not display HCAL, either key sequence is wrong or the controller calibration maybe newer style and proceed to the latest calibration procedure on page #5.
- Depress and then release the ò key. The display reads [SCAL ###].
- Connect the piece of type J thermocouple lead wire wired to the, "Control T/C" terminals to a the thermocouple simulator. Set the simulator to output a type J thermocouple signal. Twist together or jumper the piece of type J thermocouple lead wire wired to the, "Hi-limit T/C" terminals to create a junction and prevent a hi-limit sensor error [H–T/C ERR] caused by an open thermocouple.
- Adjust the simulator to supply a 250°F signal.
- Milli-volt source only = 6.420mv (250°F) - 1.220mv (75°F) = 5.200mv.
- Depress the – key for approximately three (3) seconds until display indicates 250, then release – key.
- NOTE: If 932 is displayed, continue on to the next step. If controller fails to accept 250 on the second or third pass through, abort the calibration procedure.
- Adjust the simulator to supply a 450°F signal
- Milli-volt source only = 12.566mv (450°F) - 1.220mv (75°F) = 11.346mv.
- Depress the + key for approximately three (3) seconds until display indicates 450, then release + key.
- Repeat steps.
- Depress and then release the ñ key. The display reads [HCAL ###].
- Connect the piece of type J thermocouple lead wire wired to the, "Hi-limit T/C" terminals to a the thermocouple simulator. Again the simulator should be set to output a type J thermocouple signal. Twist together or jumper the piece of type J thermocouple lead wire wired to the, "Control T/C" terminals to create a junction and prevent a control sensor error [S–T/C ERR] caused by an open thermocouple.
- Adjust the simulator to supply a 250°F signal.
- Depress the – key for approximately three (3) seconds until display indicates 250, then
- release – key.
- Adjust the simulator to supply a 450°F signal.
- Depress the + key for approximately three (3) seconds until display indicates 450, then
- release + key.
- Repeat steps.
- Depress and then release the Manual key. The display reads [MANUAL ].
- Depress and then release the, "Power On" push-button to de-energize oven.
- Disconnect AC power to the oven.
- Remove Protocol controller to expose thermocouple inputs terminals.
- Disconnect the two pieces of type J thermocouple lead wire connected to the, "Control T/C" and, "Hi-limit T/C" terminals.
- Re-connect control and Hi-Limit thermocouples to the controller thermocouple terminals (Control T/C, and Hi-limit T/C).
- Re-install the Protocol controller onto the oven.
- Re-connect AC power to the oven.
- Press the Power on pushbutton to energize oven.
- Press the Tune key. The display reads [TUNE ].
- Reset any tune mode parameters that were changed in step 12 to perform calibration (examples: DEG = F and CZ0 = 0 .0).
- When changes have been completed, press the Manual key. The display reads [MANUAL ].
The calibration procedure is complete.
LATEST CALIBRATION PROCEDURE
- Allow the controller a thirty (30) minute warm up time before proceeding
- Press the Cal key. The display reads [CAL--MODE].
- Press the ò key. The display reads [CODE ***].
- Press the following key sequence: - , +, +, -, +, -.
- The display reads [HCAL 250].
- Apply a 250° F type J signal to the high limit thermocouple input:
- Twist together or jumper the piece of type J thermocouple lead wire, wired to the Control T/C terminals. This creates a junction and prevents a Control sensor error [S-T/C ERR] caused by an open thermocouple. Press theReset key to clear a Control sensor error [S-T/C ERR] caused by an open thermocouple.
- Adjust the simulator to supply a 250° F signal. Wait for 30 seconds while the control stabilizes.
- Press the following key sequence: - , -, +. The display now reads HCAL 450.
- Adjust the simulator to supply a 450° F signal. Wait for 30 seconds while the control stabilizes.
- Press the following key sequence: + , +, -. The display now reads HIL 450.
- To verify proper calibration, adjust the simulator to supply a 350° F signal. Within 30 seconds, the display should stabilize and read HIL 350.
- To calibrate the control sensor, press the ò key. The display reads [SCAL 250].
- Apply a 250° F type J signal to the control thermocouple input:
- Connect the piece of type J thermocouple lead wire, wired to the Sensor T/C terminals, to a thermocouple simulator.
- Twist together or jumper the piece of type J thermocouple lead wire to the Hi-Limit T/C terminals. This creates a junction and prevents a hi-limit sensor error [H-T/C ERR] caused by an open thermocouple. Press the Reset key to clear a hi-limit sensor error [H-T/C ERR] caused by an open thermocouple.
- Adjust the simulator to supply a 250° F signal. Wait for 30 seconds while the control stabilizes.
- Press the following key sequence: - , -, +. The display now reads SCAL 450.
- Adjust the simulator to supply a 450° F signal. Wait for 30 seconds while the control stabilizes.
- Press the following key sequence: + , +, -. The display now reads SENS 450.
- To verify proper calibration, adjust the simulator to supply a 350° F signal. Within 30 seconds, the display should stabilize and read SENS 350.
- Press the Manual key. The display reads [MANUAL]. If the control did not calibrate properly repeat steps # 4 - 15.
- Press the Power on pushbutton to de-energize oven.
- Disconnect AC power to the oven.
- Remove Protocol controller to expose thermocouple inputs terminals.
- Disconnect the two pieces of type J thermocouple lead wire connected to the Control T/C and Hi-limit T/C terminals.
- Re-connect control and Hi-Limit thermocouples to the controller thermocouple terminals (Control T/C, and Hi-limit T/C).
- Re-install the Protocol controller onto the oven.
- Re-connect AC power to the oven.
- Press the Power on pushbutton to energize oven.
- Press the Tune key. The display reads [TUNE ].
- Reset any tune mode parameters that were changed in step 12 to perform calibration (examples: DEG = F and CZ0 = 0 .0).
- When changes have been completed, press the Manual key. The display reads [MANUAL ].
The calibration procedure is complete.
Calibration Recovery
The Protocol control has a factory calibration recovery feature. This feature allows the operator to restore the Protocol to an operational condition should a calibration error occur. The Factory Calibration Recovery feature should only be used as a temporary fix until a proper calibration procedure utilizing a calibration source can be performed. Only a complete calibration will restore the Protocol to an optimum performance level.
For proper calibration instructions refer to the calibration section of this manual.
Instructions
- Select the Diagnose mode by pressing the DIAG key.
- Press the ò (down arrow) key until RCVR SEN is displayed.
- To recover the control sensor calibration value, press the key sequence + , -, -, +, -, +.
- Press the ò (down arrow) key until RCVR HIL is displayed.
- To recover the high limit sensor calibration value, press the key sequence + , -, -, +, -, +.
The calibration recovery is now complete.
Diagnostics Mode
The diagnostics mode is provided to give certain relative information about Protocol. The following table gives an outline of the diagnostics mode.
Display |
Description |
DIAGNOSE |
Select Diagnostics mode. |
SSR |
Protocol SSR output level. |
EVENTS |
Events 1-3 follow |
E-1 |
Event 1 output |
E-2 |
Event 2 output |
E-3 |
Event 3 output |
SENS-T/C |
Control thermocouple display follows |
GOOD ### |
Control thermocouple test and input reading in degrees |
HL - T/C |
Hi-limit thermocouple display follows |
GOOD ### |
Hi-limit thermocouple test and input reading in degrees |
PWR |
% output |
RCVR SEN |
Recover factory calibration for control sensor |
RCVR HIL |
Recover factory calibration for high limit sensor |
Items that can be adjusted by the user include SSR (ON or OFF), Events E-1, E-2 and E-3(ON or OFF) and PWR. The SSR and PWR items can be used to test the solid state relay for proper operation. The SSR item allows the SSR to output 100% (ON) or 0% (OFF). The PWR item allows for adjustable output from 0% to 100%. to implement, adjust the PWR level with the +/- keys and turn on the heater relay.
RCVR SEN and RCVR HIL are used to restore the factory calibration should a calibration error occur.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
The Control Instrument displays an Error Message.
download pdf
Controller Setup or Configuration
The information that you are looking for is not readily available and requires us to search through our records. This includes requests for:
- Controller’s error message(s)
- Controller’s operation and functionality
- Controller’s profile or recipe entry (ramp(s) and soak(s) steps, event relay(s))
- Controller’s setup or configuration parameters
- Controller’s calibration
- Controller’s specification data
We would be happy to research the information requested. This is not a free service and will require a purchase order to perform the work. We will respond within three (3) to five (5) business days of receipt of a copy of your purchase order or a written acknowledgment of our rates (by fax or mail).
Most of the above items are typically included within the equipment’s original operating instruction manual. The operating instruction manual contains:
- Equipment’s specification data
- Vendor documentation
- Despatch supplemental controller instruction manual
- Electrical schematic(s) and a mechanical assembly drawing
In addition, we have available for most of our standard controller’s a supplemental manual.
Replacement operating instruction manual are available through our Parts Department at 1-800-473-7373 Option #2. The cost is not based on the material content, but time required to research and assemble the replacement manual. On standard models the cost for a replacement manual will generally range from $200 to $400. On special or large engineering system equipment, a review of the equipment would be needed to determine the replacement manual cost.
- Depending on the age of the equipment, the documentation may be limited or no longer available. We will waive part of the research fee in this case.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
How do we troubleshoot the DIGITRONIC™ Control Instrument?
download pdf
The Digitronic Controller
Most of the items listed below are typically included within the equipment’s original operating instruction manual.
- Controller’s error message(s)
- Controller’s operation and functionality
- Controller’s calibration
- Controller’s specification data
The operating instruction manual contains:
- Equipment’s specification data
- Equipment’s operating instructions
- Vendor documentation
- Electrical schematic(s)
In addition, we have a supplemental controller manual (E-34) available for the DIGITRONIC controller.
Replacement operating instruction or supplemental manual(s) are available through our Parts Department at 1-800-473-7373 Option #2.
A Troubleshooting Guide For DIGITRONIC Controller has been included as follows.
PROBLEM or SYMPTOM |
PROBABLE CAUSE |
SUGGESTED CORRECTIVE ACTION |
Erratic temperature control |
|
The controller has a fixed proportion band (pb) of 5°F.
|
Setpoint drifts up & down |
Defective Potentiometer Defective Controller |
Disconnect the potentiometer wires from the terminals #P1 & P2, the setpoint should ramp to the maximum and should stabilize. |
Setpoint drifts up & down |
Defective Potentiometer Defective Controller |
Disconnect the potentiometer wires from the terminals #P1, P2 & P3.
If the setpoint drifts more than one (1) degree in either jumper position, the controller is defective. |
Modify setpoint potentiometer from |
|
Remove jumper from potentiometer terminal #3 to #2. Connect a new wire on terminal #3. Connect as follows:
If the setpoint goes down-scale when adjusted CW, reverse the P1 and P3 leads. |
Display reads "EEE", "000" or three dots |
Incorrect Potentiometer Connections
Broken Thermocouple |
|
Temperature runaway - heater will not turn "OFF" |
Shorted TRIAC Defective controller |
Disconnect the "G" lead from the terminal strip. If heater stays "ON", replace TRIAC. |
Controller will not gate TRIAC |
Defective optical isolator chip. |
Short T2 & G terminals. If Triac fires:
If Triac doesn't fire, Triac is defective. |
Controller will not gate TRIAC |
Defective chip switch |
Short T2 & G terminals. If Triac fires:
If Triac doesn't fire, Triac is defective. |
Test SCR gate signal output |
|
Disconnect either the (+) or (-) wire at the terminal strip and connect a VOM (set on 10vdc/higher scale) across the (+) & (-) terminals.
|
Test optical isolator module. |
|
The optical isolator chip is an obsolete part. If the SCR gate signal output is functioning OK, we recommend converting to SSR drive system. Use SSR kit P/N 203580. |
Test chip switch |
|
The controller has two chip switches, normally only one is used. If the oven is not equipped w/ a process timer you can swap K37 (alarm) w/ K44 (Triac). BEFORE REPLACING CHIP SWITCH, MAKE SURE THE TRIAC IS NOT SHORTED ACROSS THE GATE LEADS (white and red leads)!
|
Test proportional control signal for optional control motor M744D, M744J, M7984N |
|
The controller output range is from -10vdc to 10vdc (typically operating within -5vdc to 5vdc). The normal operating range of the control motor is 0vdc (full closed) to 2.5vdc (full open).
Some control motors are equipped with a trim potentiometer which allows you to shift the point at which the damper motor starts to drive open. For example if you want the damper to start to open prior to the process displayed temperature reaching the setpoint. You would adjust the trim potentiometer to operate in the negative end of the proportional range (-0.5vdc to 2.0vdc). |
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
How do we troubleshoot the PROTOCOL™ Control Instrument?
download pdf
Protocol Controller Troubleshooting
Most of the items listed below are typically included within the equipment’s original operating instruction manual.
- Controller’s error message(s)
- Controller’s operation and functionality
- Controller’s calibration
- Controller’s specification data
The operating instruction manual contains:
- Equipment’s specification data
- Equipment’s operating instructions
- Vendor documentation
- Electrical schematic(s)
In addition, we have a supplemental controller manual (E-72) available for the Protocol controller and an Addendum explaining how to calibrate the controller.
Replacement operating instruction or supplemental manual(s) are available through our Parts Department at 1-800-473-7373 Option #2.
A Troubleshooting Guide For PROTOCOL Controller has been included as follows.
PROBLEM/SYMPTOM |
PROBABLE CAUSE |
SUGGESTED CORRECTIVE ACTION |
Erratic temperature control |
|
The controller typically has a proportion band (pb) of 5°F.
|
Temperature will not reach the Setpoint |
The heater is not turning ON
Defective SSR The Hi-limit relay does not click or pull in when pressing the heater on push-button |
|
Display reads |
The process temperature has exceeded the Hi-limit temperature setpoint. Controller Calibration |
Set the hi-limit to a higher temperature and press the RESET push-button. Check diagnostics mode for actual temperature readout of the Hi-limit (HL-T/C). If the reading is off by greater than 2-3 degrees or displays 500°C (932°F), calibrate the controller. |
Display reads |
The Control thermocouple is open |
|
Display reads |
The Hi-limit thermocouple is open |
|
Temperature runaway - heater will not turn "OFF" |
Shorted SSR Relay Defective controller |
Disconnect the one of the SSR leads (SSR terminal #3 or #4). If the heater stays "ON", Replace SSR. If heater turns "OFF", controller maybe defective |
The center of the chamber temperature is different from the control temperature displayed |
The hot air entering the chamber will be the hotter than center of the chamber. |
Change the CZO value in the Tune Mode to shift the controller’s displayed readout to the temperature in the center of the chamber. |
No digital display with the power LED ON |
The control power supply is defective |
Replace the Protocol controller. |
Test SSR gate signal output |
|
Connect a VOM (set on 20vdc/higher scale) across the SSR Relay input terminals (SSR terminal #3 and #4)
|
Keypad does not work or only some of the keys beep |
Defective Protocol |
|
Hi-limit relay does not click or pull in when pressing the heater on push-button |
No power or voltage to the Protocol to energize the relay (ex. airflow switch is not closed). The Protocol hi-limit is not energizing relay even if the Heater Relay LED is on or faintly lite. |
|
No Events are displayed in Profile |
Events not enabled |
The CODE*E* is located under Tune Mode. Using the same code as required for the Tune Mode, change the number of relays to the number of events being used (ex. Display indicates zero (0) relays used change the number to one (1) for Event One). |
Control or Hi-limit readout displays 500°C or 932°F |
Loss of calibration |
Perform calibration per Manual or Addendum. |
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
My Gas Fired Oven never reaches the process setpoint temperature.
download pdf
Slow to Reach Setpoint
WARNING: Maintenance on Electrical Equipment should be performed by qualified personnel, who are experienced in handling all facets of electrical systems. Failure to follow this warning can result in property damage, personal injury, or death.
There are several things that could cause the equipment to be slow to heat-up. The most common causes are:
- Recirculation blower fan efficiency.
- Heater Voltage and Amperage below nameplate (See Equipment Nameplate for Actual Design Values)
- Fresh-air and exhaust damper position (work chamber pressure and exhaust volume).
- Volume and weight of products being processed.
- Ability of the Product to absorb the heat.
- Process temperature(s), Ramp time(s).
- General condition of equipment:
- Doors.
- Door seals.
- Louvers.
- Recirculation blower fan.
CHECK LIST ITEMS
- Are the Recirculation fan(s) rotating in the proper direction? Check the rotation arrow near fan drive assembly.
- What are the cold motor amps of the Recirculation fan(s) motor? Check the motor amps with oven at ambient! (with equipment at room temperature). Low motor amps (below 75% of nameplate) could indicate incorrect fan rotation, an obstruction (dirt or debris) in the fan wheel or in the return or supply air duct-work or that the fan is operating below rated RPM, or the louvers are not adjusted properly.
- What are the cold heater amps and supply voltage line to line? Check the heater amps with oven at ambient! (with equipment at room temperature) or during ramp up to temperature. The measured heater amps and supply voltage should be within ten (10) percent of the heaters nameplate rating.
- What is the condition of the door seals? The seals should be in good condition, they should be pliable with no rips or tears, and should mate with the door skin properly.
- What is the work chamber air pressure with all fans operating? Normally it is desirable to operate the oven with the dampers close as much as possible while maintaining the desired chamber pressure to reduce amount (CFM) of air being exhausted. Operating with exhaust damper open greater than fifty (50) percent will increase the amount of energy required to heat the incoming fresh air.
- On equipment operating up to 650°F, the chamber pressure should be neutral or slightly positive with respect to the room or work space the equipment is located. (slightly positive is preferred) On high temperature units (operating above 650°F) running pressurized can cause warping problems, it is generally recommended that you operate as close to a neutral condition as possible. The chamber pressure can be varied by making adjustments to either the fresh air or, the exhaust dampers.
- An extreme negative condition would be with the exhaust damper full open and the fresh air damper full closed.
- An extreme pressure or positive condition would be with the exhaust damper full closed and the fresh air damper full open.
- The time required to bring the product to setpoint is dependent on it’s volume and it’s ability to absorb the energy. Position the products to allow maximum penetration of the air through the product (don’t stack or rack product, one on top of the other).
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
My oven is smoking around the doors or is over pressurized.
download pdf
Adjusting Work Chamber Pressure
Typically you want to run with the fresh-air and exhaust damper closed as much as possible, while trying to maintain a neutral, or slightly positive chamber pressure. Except in cases where your process gives off smoke or noxious fumes, in which case it would be necessary to either increase both of the damper settings (to increase the amount of air changes in the work space), or to adjust the dampers to run with a slightly negative pressure.
The best possible work space/chamber uniformity will be obtained if the work space/chamber is slightly positive.
The recommended method of measuring these pressures is by using a draft gauge. An alternate method is to run smoke (examples: cigarette, incense,or smoldering newspaper) along the door seal to detect positive or negative pressures.
- Start with both the fresh-air and the exhaust damper closed.
- Check the chamber pressure, if positive skip to step #4.
- Adjust the fresh-air damper until the chamber is neutral or slightly positive, then go to step #5.
- Adjust the exhaust damper until the chamber is neutral or slightly positive.
- Procedure is complete.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
The Burner will not go to low fire or flame is excessive unstable flame or is a luminous yellow flame.
download pdf
Burner on Gas Fired Equipment
WARNING: Setup and maintenance of the equipment should be performed by qualified personnel, who are experienced in handling all facets of this type of combustion system. All combustion systems are capable of producing violent explosions or fires that may result in equipment damage, personal injury or possible death when improperly setup, operated, or maintained. If you do not understand any part of the information contained within this guide, contact the Despatch Service Products Division at 1-800-473-7373 to schedule service.
Typically the information that you are looking for is included within the equipment’s original operating instruction manual and vendor information guides.
The following are common checks that should be performed prior to proceeding:
- Supply gas static pressure at customer connection (refer to the Gas pressure switch malfunction section).
- Recirculation, Exhaust and Combustion Blower fan Rotation (If applicable).
- Burner flame signal.
- Burner safeties operation (flame relay, main valve, block valve, vent valve, airflow switch(s), gas pressure switch(s)).
The troubleshooting guide that follows is a general guide that covers a wide range of burner packages. In some cases the information listed in the probable cause section may not be applicable.
SYMPTOM |
PROBABLE CAUSE |
Burner flame relay malfunction: |
|
Airflow switch malfunction: |
|
Burner malfunction: |
Refer to the equipment’s original operating instruction manual, or the listed on the Nameplate mounted on the equipment (typically on the control compartment door, or the rear of the equipment).
|
Control relay 1CR (manual start) malfunction: |
|
Gas pressure switch malfunction: |
Refer to the equipment’s original operating instruction manual, or the listed on the Nameplate mounted on the equipment (typically on the control compartment door, or the rear of the equipment).
|
Gas regulator malfunction: |
|
Motor starter malfunction: |
|
Purge cycle malfunction — will not complete: |
|
Temperature controller malfunction: |
|
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
The ECOSPSERE/16000 Chamber has erratic or oscillating Humidity (RH) readings.
download pdf
ECOSPHERE/1600 Humidity Control
There are several things that could cause improper Humidity Control. The Five most common causes are:
- Humidity EVENT not programmed ON (check control profile).
- Wet bulb sock crusted or torn.
- Replace Sock if necessary.
- No Water in Wet bulb trough.
- Check for restriction in water piping.
- Check the water level in Steam Generator.
- Check that the drain solenoid is closed.
- The light on the Humidity Switch never comes ON or is shutting off.
- The Water Supply shut-off solenoid is not powered to fill the Steam Generator.
- The Liquid level switch in Steam Generator is not closed.
- Loss of Water Supply - Check for sticking Float Valve in Steam Generator.
- Purge Air bubbles from all gravity leveling lines.
- Plugged Demineralization Filters.
- The Humidity Readout is erratic.
- The water level may be too low, which allows the water to boil off and then shut off the heater until the water fills back up. Check for restricted water lines.
- The Control PID parameter settings may be incorrect for your unit.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
The ECOSPSERE/16000 Chamber does not cool below ambient temperature.
download pdf
Temperature Control for Environmental Equipment
There are several things that could cause improper Temperature Control or no cooling.
Control Panel
- Verify that the POWER and COOLING switches are ON.
- The Controller is calling for cooling, which can be verified by Output LED being ON.
- Some unit may require the Events #1, #2, or #3 to be programmed ON to get the unit to cool.
- Verify the Hi-limit Control is not tripped. This will shut down both heating and cooling systems.
Chamber Interior
- Verify the Recirculation fan is running.
- Verify the Recirculation fan rotation is correct (Rotation arrow is next to the motor in the rear of the equipment).
Lower Compressor Compartment (Rear Area)
- Verify that the Sight Glass is full (located above condenser next to the filter).
- This must be done with system in full cool mode and not cycling at setpoint.
- Lift the white plastic cover to look inside.
- If foaming or not full, the unit may be low on refrigerant. Call for service. If no indication of any refrigerant, turn unit OFF and wait for service
- Verify the Condenser fan rotation is correct (Rotation arrow is next to the motor).
- Verify the Compressor(s) are running.
- If not running, check the Manual Reset Pressure switch (located above the condenser coil - top left hand). Stay clear of the condenser fan when pressing the red rest button.
- If the compressor(s) start after pressing the manual reset pressure switch, verify that the room ambient temperature is below 85°F. High room ambient temperatures will cause a 1% reduction in cooling per degree C over 29°C (85°F). Ambient temperatures above 105°F will cause the manual reset pressure switch to trip.
- If the room ambient temperature is below 85°F, verify that the condenser coil is clean and clear of obstructions.
- Check for blown Fuses.
- Verify the Liquid line Solenoid is energized.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
There are cold spots or hot spots inside the oven/chamber
download pdf
Temperature Uniformity
WARNING: VOLTAGE AND AMPERAGE CHECKS, OR ELECTRICAL CHANGES SHOULD BE PERFORMED BY A QUALIFIED ELECTRICIAN OR MAINTENANCE TECHNICIAN. WORK PERFORMED BY UNQUALIFIED PERSONNEL MAY RESULT IN EQUIPMENT DAMAGE, PERSONAL INJURY OR POSSIBLE DEATH.
The following information is typical guideline items to check whenever temperature uniformity problems occur.
Common Temperature Uniformity Variables
- Volume and weight of products being processed.
- Process temperature(s), Ramp time(s).
- Product orientation (part racking or placement). Do not block supply air ductwork.
- Fresh-air and exhaust damper position (work chamber pressure and exhaust volume).
- Recirculation blower fan efficiency.
- General condition of equipment:
- Doors.
- Door seals.
- Louvers
- Recirculation blower fan.
- Wall losses.
- Non-linearity of gas valves and some SCR firing electric systems.
Equipment utilizing a modulating temperature control configuration are typically capable of achieving +/-2.0% temperature uniformity at a given operating temperature
(Example: +/-10°F @ 500°F). This assumes the equipment is in good working order.
Equipment utilizing a On-Off temperature control configuration are typically capable of achieving similar temperature uniformity at a given point in the on-off cycle. An on-off control system introduces a temperature oscillation (saw-tooth effect) that is inherent. The uniformity spread will oscillate, following the temperature oscillation, with overall temperature uniformity dependent upon the amount of control oscillation. On-off control systems can typically oscillate from 5°F to 30°F.
Temperature Uniformity Check List
- Are the Recirculation fan(s) rotating in the proper direction? Check the rotation arrow near fan drive assembly.
- What are the cold motor amps of the Recirculation fan(s) motor? Check the motor amps with oven at ambient! (with equipment at room temperature). Low motor amps (below 75% of nameplate) could indicate incorrect fan rotation, an obstruction (dirt or debris) in the fan wheel or in the return or supply air duct-work or that the fan is operating below rated RPM, or the louvers are not adjusted properly.
- What is the condition of the door seals? The seals should be in good condition, they should be pliable with no rips or tears, and should mate with the door skin properly.
- What is the work chamber air pressure with all fans operating? On equipment operating up to 650°F, the chamber pressure should be neutral or slightly positive with respect to the room or work space the equipment is located. (slightly positive is preferred) On high temperature units (operating above 650°F) running pressurized can cause warping problems, it is generally recommended that you operate as close to a neutral condition as possible. The chamber pressure can be varied by making adjustments to either the fresh air or, the exhaust dampers.
An extreme negative condition would be with the exhaust damper full open and the fresh air damper full closed.
An extreme pressure or positive condition would be with the exhaust damper full closed and the fresh air damper full open. - What is the condition of the return and supply air duct-work? Are the louvers loose, or damaged? Is the supply air being evenly distributed across all of the supply air duct/s louver openings?
- Is the supply air being evenly distributed across all of the supply air duct(s) louver openings?
Most ovens have adjustable louver openings, but some models only have fixed louver openings. If equipped with adjustable louvers, compare the ratio of supply louvers cross-sectional area of louver openings to that of the return louvers opening area. Generally a good rule of thumb is that the return louvers cross-section area should be approximately 1.5 times greater than the supply louver's area. - Is the temperature controller sensor properly located?
Place a secondary thermocouple alongside the controller sensor to verify the accuracy of the controller and the sensor. The temperature controller may need calibration. - Are you using certified thermocouple(s) for your test?
- When were the thermocouples last certified?
Repeated use of the test thermocouples will degrade their accuracy over time. - Are you're survey or test thermocouples located within the estimated work zone, and is the oven allow to stabilize a minimum of thirty (30) minutes after each setpoint change.
Typically uniformity checks or survey are performed by using a test thermocouple grid. The test thermocouple grid will typically be setup within an established work zone or load car. The maximum recommended work zone area to survey would be the area inside of 12" down from top and 12" up from the floor and 6" from any interior surfaces (ducts, doors, walls, Etc.).
Exception #1: Reach-in series ovens a minimum of 6" away from ceiling and floor and 3" away from all interior surfaces.
Exception #2: Bench top series ovens a minimum of 3" away from all interior surfaces
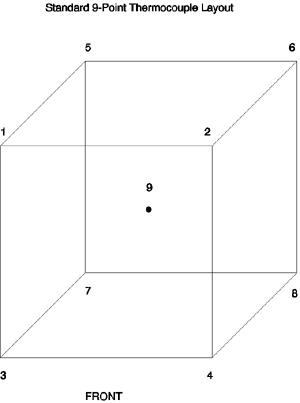
The number of thermocouples used in a survey is typically based on the customer's QA specification. Our standard thermocouple survey would utilize a nine (9) point layout with an additional thermocouple tied alongside to the temperature controller sensor
(See Figure #1). The addition of additional survey thermocouples would be based on the work chamber size.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Airflow Switch Test
download pdf
Airflow Switch Test
WARNING: Maintenance on Electrical Equipment should be performed by qualified personnel, who are experienced in handling all facets of electrical systems. Failure to follow this warning can result in property damage, personal injury, or death.
The airflow switch's function is to monitor the blower fans to prove they are in operation.
For example, to test the recirculation blower fan’s airflow switch:
- Shut off the line power to the equipment.
- Remove the motor fuses ahead of the motor starter.
Exception: If the fuses are shared by other devices, disconnect the motor leads at the motor starter’s output terminals and isolate them - Turn on the line power to the equipment.
- Operate all of the equipment’s remaining fans (including the recirculation fan motor starter).
- The airflow switch's contacts should not close, but if they do, first check the switch's current setting. Generally a switch setting of 0.2" WC (inches of water column) to 1.0" WC will detect a fan malfunction. Increase the setting until the contacts open, then increase the setting an additional 0.2" WC. If the contacts do not open at a setting above 2" WC, the switch is typically defective.
- Shut off the power to the equipment, and reinstall the fuses.
- Operate the equipment's fan(s).
- The airflow switch indicator should be at the top of window with the corresponding fan running, in the ON position with no wavering. The airflow switch indicator is a metal flag seen through the indictor window located near the top of the yellow label, on the front of the airflow switch body.
To make adjustments, remove the aluminum hex cap on the top of the stem. To increase the setting, turn clockwise (CW) (adjustment screw down), to decrease the setting, turn counter-clockwise (CCW) (adjustment screw up). The position of the adjustment screw can be viewed through the slot in the stem. The top of the screw indicated the switch’s pressure setting.
Note: This procedure should be repeated for each airflow switch in the system.
Common causes of airflow switch malfunction:
- Excessive vibration can cause intermittent airflow switch problems.
- Reduce the vibration or relocate the airflow switch.
- Airflow switch's pressure settings is to low to sense a blower fan malfunction when equipment is in operation.
- Adjust setting per above.
- Airflow switch's metering pipe is out of position, or the miter is facing the wrong direction.
- Reposition the pipe (miter always faces fan wheel).
- Airflow switch is configured in single monitoring point configuration (vacuum only).
- If you only have one pipe on the fan inlet (vacuum), Despatch recommends changing the airflow monitoring system to differential (vacuum plus pressure). The vacuum and pressure are then added together, which allows increased sensitivity and increased adjustable range. This can be accomplished by adding a second pipe and tubing to also monitor the discharge side (pressure) of the fan wheel.
- Use Despatch Airflow Switch Pressure Port Kit #260747.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Controller Thermocouple Location
download pdf
Controller Thermocouple Location
It has been our experience that best system controllability is obtained by placing the control sensor (element, T/C, RTD, Etc.) directly in front of the supply air discharge. In this configuration the control sensor is able to rapidly sense changes in the delivery air temperature. This control sensor configuration typically will produce the smallest over and under shoot during a ramp to the setpoint temperature, the smallest control loop oscillation during the soak at setpoint temperature and best temperature uniformity.
As the control sensor is moved out of the supply air discharge into the oven work chamber it’s sensitivity decreased due to a reduction of discharge air velocity, the entrainment air effect, part loading (disturbing air flow) and part radiation effect. This control sensor configuration typically will produce increased over and under shoot during a ramp to the setpoint temperature, increased control loop oscillation during soak at the setpoint temperature and increased oscillation and spread in a uniformity survey. Also the supply air heat temperature will increase and could exceed the equipment’s maximum design.
THEREFORE DESPATCH WILL NOT BE HELD LIABLE FOR DAMAGE TO EQUIPMENT RESULTING FROM THE MISUSE OR UNAUTHORIZED CHANGES MADE TO THE EQUIPMENT.
If your requirement is to monitor or record the work zone air temperature or part temperature, it is Despatch’s recommendation that you add a separate sensor(s) and the instrumentation needed to monitor or record the point(s) required without modifying the ovens current control sensor location.

We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Equipment Clearances
download pdf
Installation Clearances
WARNING: IT IS THE CUSTOMER’S RESPONSIBILITY TO MEET ALL STATE AND LOCAL CODES, AND INSURANCE REQUIREMENTS. IMPROPER INSTALLATION OF THE EQUIPMENT COULD CAUSE A FIRE THAT MAY RESULT IN EQUIPMENT DAMAGE, PERSONAL INJURY OR POSSIBLE DEATH.
THE FOLLOWING INFORMATION IS A TYPICAL GUIDELINE ONLY!
We recommend you contact your local building inspection service or a qualified mechanical contractor for specific recommendations and/or requirements on your installation.
Equipment’s Maximum Operating Temperature |
Combustible Walls |
Non-Combustible Walls |
||
Ceiling |
Walls |
Ceiling |
Walls |
|
350°F to 650°F |
18" |
6" |
12" |
3" |
651°F to 1000°F |
24" |
12" |
18" |
6" |
1001°F to 1400°F |
30" |
18" |
24" |
12" |
Access clearance in front of motors shall be 32".
Access clearance in front of the control cabinet/compartment shall be in compliance with NEC 1993, ARTICLE 110-32. Some typically examples:
- 36" in free air with no obstructions
- 48" from and brick, block or tile wall
- 60" from another panel or control cabinet/compartment with live parts.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Equipment Venting
Exhaust Venting
download pdfWARNING: IT IS THE CUSTOMER’S RESPONSIBILITY TO MEET ALL STATE AND LOCAL CODES, AND INSURANCE REQUIREMENTS. IMPROPER INSTALLATION OF THE EXHAUST STACK COULD CAUSE AN EXPLOSION THAT MAY RESULT IN EQUIPMENT DAMAGE, PERSONAL INJURY OR POSSIBLE DEATH.
We recommend you contact your local building inspection service or a qualified mechanical contractor for specific recommendations and/or requirements on your system.
Despatch Industries is not a mechanical contractor.
THE FOLLOWING INFORMATION IS A TYPICAL GUIDELINES ONLY!
- Oven Exhaust — The diameter of the exhaust stack should be sized so that it’s area in square inches, is equal to/or greater than the area in square inches of the equipment’s exhaust discharge opening (forced or gravity).
Example: exhaust discharge outlet is 3.5" by 8.5" (area = 3.5 x 8.5 = 29.75). The area of a 7" diameter stack is equal to 3.14 times the vent stack radius squared (area = 3.14 x (3.5)2 = 38.48).* - Indirect Fired Burner Exhaust — The diameter of the exhaust stack should be sized by one the following methods which ever is larger (forced or gravity):
- One pipe diameter larger that the burner’s radiant tube exhaust discharge diameter.
- 1.5 times the area in square inches of the burner’s radiant tube exhaust discharge.
- We recommend that the exhaust stack be a vertical run straight up without restriction.
- When using more that two (2) elbows, we recommend that you go to the next largest pipe size to reduce the static pressure. Using more than four (4) elbows is not recommended.
Note: Volume of Air in Cubic Feet per Minute (CFM) is equal to the Air Velocity in Feet per Minute (FPM) times the area (Ft2)
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Typical exhaust duct installation for passing through combustible roofs when the stack temperature are below 650
- All hot exhaust ducts must have the space around them ventilated to keep the temperature of the surrounding combustible surfaces below 160°f.
- Metal collars must be provided around roof openings in combustible material.
- Rain shields must be provided with suitable clearances to ventilate the space around the hot duct, as shown in the following figures #1 and #2.
- Rain caps (not shown) must not be of the design to deflect the hot air directly on the roof.
Figure #1 & Figure #2
 TABLE #1 TABLE #1 |
|
Stack Diameter |
Clearance "A" |
10" or less |
8" |
over 10" |
12" |
Typical exhaust duct installation for passing through combustible roofs when the stack temperature are 650 F or above.
- All hot exhaust ducts must have the space around them ventilated to keep the temperature of the surrounding combustible surfaces below 160°f.
- Metal collars must be provided around roof openings in combustible material.
- Rain shields must be provided with suitable clearances to ventilate the space around the hot duct, as shown in the following figures #3 and #4.
- When exhaust temperatures reach or exceed 1050°F, it is necessary to provide an insulated exhaust stack as shown in Figure #4. Also make sure that the roof flashing is fastened to the insulated portion of the stack.
- Rain caps (not shown) must not be of the design to deflect the hot air directly on the roof.
Figure #3 & Figure #4
(650°F to 1050°F) & (Over 1050°F)
 TABLE #2 TABLE #2 |
|
|
Stack Diameter |
Clearance "A" |
Clearance "B" |
10" or less |
4" |
9" |
over 10" |
6" |
12" |
Commoned Exhaust Stacks
Separate ovens should not be commoned together in one exhaust stack because a differential pressure in the wrong direction is possible due to room pressure when running only one oven.
The exhaust from running oven(s) can fill up inside non-running oven(s) instead of venting outside via the exhaust stack.
This method should not be used!
One common exhaust blower fan system can be used, but it must be proven to be operating before any of the ovens are operated. This also presents a problem to balance the exhaust flow from each oven. It is necessary to insure that each oven is exhausting the correct airflow.
The best way is to provide individual stacks for each oven with their own roof opening or running individual stacks through one opening in the roof.
Fuel Consumption And Wall Losses
download pdf
Wall Losses and Energy Consumption
Wall Losses and Energy Consumption
Calculating Wall Losses or Energy Consumption is extremely difficult to estimate for a number reasons. The actual energy usage can vary from model to model. This is also true for identical equipment depending on the following conditions:
- Volume and weight of products being processed.
- Process temperature/s.
- Ramp time/s.
- Fresh-air and exhaust damper position (work chamber pressure and exhaust volume).
- Recirculation blower fan efficiency.
- General condition of equipment:
- Doors.
- Door seals.
- Louvers.
- Recirculation blower fan.
- Etc.
- Wall losses.
- Non-linearity of gas valves and some SCR firing electric systems.
CALCULATING FUEL CONSUMPTION AND WALL LOSSES
The best way to determine the wall losses or energy consumption is to operate the equipment and obtain the actual values.
ON/OFF Control System
With the equipment at setpoint for a minimum of sixty (60) minutes:
- Monitor the temperature controller output or the HEAT/BURNER ON pilot light over a twenty (20) minute period, then calculate the percentage of time the heat is on.
- Divide the percentage of time the heat is on by the rated heater kilowatt hours or burner BTU's per hour (listed on the equipment nameplate).
Example: 68 Kw electric oven operating at 350°F, the HEAT ON pilot light was on for eight (8) minutes and off for twelve (12) minute.
- 8 divide by 20 = 0.4 or 40% output
- 68 Kw times 0.4 = 27.2Kw/H (27.2 Kw/H times 3412 BTU/Kw = 92,806 BTU/H)
- 27.2 Kw/H or 92,800 BTU/H would be the fuel consumption for this example.
Modulating Control System (Gas Fired)
See Note #2: Modulating Control System (SCR Fired - Silicon Controlled Rectifier)
See Note #3: Modulating Control System (SSR Drive - Solid State Relay)
With the equipment at setpoint for a minimum of sixty (60) minutes:
- Place the temperature controller on a MANUAL mode.
- Adjust the temperature controller output to the SSR package to maintain the process setpoint with a fixed manual output value. Monitor over a twenty (20) minute time period to determine the average manual output value required to maintain the process setpoint.
- Divide the percentage of output by the rated heater kilowatt hours (listed on the equipment nameplate).
Example: 136 Kw electric oven operating at 550°F, the controller output averaging 60% at setpoint.
- 136 Kw times 60% or 0.6 = 81.6 Kw/H (81.6 Kw/H times 3412 BTU/Kw = 278,419 BTU/H)
- 81.6 Kw /H or 278,419 BTU/H would be the fuel consumption for this example.
Wall Losses Calculations:
To calculation wall losses, use the same procedures/example listed above, while operating the equipment empty at the desired setpoint temperature with the fresh-air and exhaust dampers closed fully.
Note #1: When calculating the usage during the ramp from ambient to the process temperature you should generally figured it at 100% of the rated heater kilowatt hours or burner BTU's per hour.
Example: 1,000,000 BTU's gas fired oven takes 30 minutes to ramp from 70°F to 500°F.
- 30 divided by 60 = 0.5 or 50%
- 1,000,000 times 50% or 0.5 = 500,000 BTU's
Note #2: Because of the non-linearity of gas valves, you can not accurately calculate fuel consumption of a modulating gas fired system without configuring them to operate ON/OFF. The simplest and most accurate method in this case is to connect a gas flow meter in-line to monitor fuel flow rates.
Note #3: Because of the non-linearity of some SCR firing systems, you can not accurately calculate fuel consumption of a modulating SCR fired electric system without configuring them to operate ON/OFF.
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Re-Painting or Re-Caulking Interior
download pdf
Painting and Re-caulking Interior Panel Joints
Painting
Normally an unpainted mild steel interior surface will not rust if the equipment is used continually above 220°F. The humidity level will be very low as the moisture will be boiled off during the process. If the equipment sets idle for long periods of time, moisture can condensate on these surfaces and start rusting.
There is high temperature paint available to cover the interior surfaces of equipment able to with stand operating temperature of up to 750°F. The interior surfaces must be free of rust or other debris prior to painting or re-caulking. The rust will bleed through the paint, if not removed prior to painting. This paint remains soft and does not dry hard. The paint will smear and rub off when it is touched.
This paint comes in gallon can P/N 008574.
Caulking
We use several types of caulking for the panel joints:
- Black roof cement caulking rated for 400°F for exterior surfaces between panels.
- P/N 044221 - 10 oz Tube
- Clear RTV Silicone caulking rated for 350-400°F for exterior surfaces.
- P/N 060519 - 10.3oz Tube
- White RTV Silicone caulking rated for 400-450°F for both interior and exterior surfaces.
- P/N 011265 - 10.3oz Tube
- Red RTV Silicone caulking rated for 500-550°F for both interior and exterior surfaces.
- P/N 011266 - 10.3oz Tube
- Silver seal II caulking rated for 900°F for interior surfaces and ductwork connections.
- P/N 011269 - 10.3oz Tube
Insulation Void Filler
- Ceramic insulation rated for 2300°F for interior panels and ductwork connections.
- P/N 253842 - 11.0oz Tube
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Slow To Reach Temperature: Gas Fired
download pdf
Slow to Reach Setpoint – Gas Fired
WARNING: Setup and maintenance of the equipment should be performed by qualified personnel, who are experienced in handling all facets of this type of combustion system. All combustion systems are capable of producing violent explosions or fires that may result in equipment damage, personal injury or possible death when improperly setup, operated, or maintained.
There are several things that could cause the equipment to be slow to heat-up. The most common causes are:
- Recirculation blower fan efficiency.
- Gas regulator malfunction
- Improper gas pressure, gas pressure below designed range (See Equipment Nameplate for Actual Design Values):
- Check supply static gas pressure, typically range of 8.0" to 10.0" WC (natural gas), 10.0" to 12.0" WC (propane), +/- 1½" WC at the customer connection.
- Check burner input gas pressure (static pressure or differential gas pressure, refer to the burner vendor documentation for setup data).
- Improperly sized supply piping to equipment (typically 1 to 2 pipe diameters larger than equipment gas train).
- Fresh-air and exhaust damper position (work chamber pressure and exhaust volume).
- Volume and weight of products being processed.
- Ability of the Product to absorb the heat.
- Process temperature(s), Ramp time(s).
- General condition of equipment:
- Doors.
- Door seals.
- Louvers.
- Recirculation blower fan.
CHECK LIST ITEMS
- Are the Recirculation fan(s) rotating in the proper direction? Check the rotation arrow near fan drive assembly.
- What are the cold motor amps of the Recirculation fan(s) motor? Check the motor amps with oven at ambient! (with equipment at room temperature). Low motor amps (below 75% of nameplate) could indicate incorrect fan rotation, an obstruction (dirt or debris) in the fan wheel or in the return or supply air duct-work or that the fan is operating below rated RPM, or the louvers are not adjusted properly.
- What is inlet the supply static gas pressure, typically range of 8.0" to 10.0" WC (natural gas), 10.0" to 12.0" WC (propane), +/- 1½" WC at the customer connection.
- Is the supply gas piping properly sized to equipment (typically 1 to 2 pipe diameters larger than equipment gas train)?
- What is the burner input gas pressure at high fire (static pressure or differential gas pressure), refer to the burner vendor documentation for setup data (capacities and pressures).
- What is the condition of the door seals? The seals should be in good condition, they should be pliable with no rips or tears, and should mate with the door skin properly.
- What is the work chamber air pressure with all fans operating? Normally it is desirable to operate the oven with the dampers close as much as possible while maintaining the desired chamber pressure to reduce amount (CFM) of air being exhausted. Operating with exhaust damper open greater than fifty (50) percent will increase the amount of energy required to heat the incoming fresh air.
On equipment operating up to 650°F, the chamber pressure should be neutral or slightly positive with respect to the room or work space the equipment is located. (slightly positive is preferred) On high temperature units (operating above 650°F) running pressurized can cause warping problems, it is generally recommended that you operate as close to a neutral condition as possible. The chamber pressure can be varied by making adjustments to either the fresh air or, the exhaust dampers.
An extreme negative condition would be with the exhaust damper full open and the fresh air damper full closed.
An extreme pressure or positive condition would be with the exhaust damper full closed and the fresh air damper full open.
- The time required to bring the product to setpoint is dependent on it’s volume and it’s ability to absorb the energy. Position the products to allow maximum penetration of the air through the product (don’t stack or rack product, one on top of the other).
We hope you will find this information useful. THANK YOU for contacting us and allowing us to be a service to you. Please contact us at 1-800-473-7373 if you have any questions.
Service help line hours:
Monday through Friday –
5:00am to 4:30pm CST
Contact Service and Parts:
USA 1-800-473-7373
International 1-952-479-4112
Fax: 1-952-469-8193
EXTENDED WARRANTY OPTIONS AVAILABLE
 Home / Site Map / Contact Us / Privacy Statement
Follow us on: Twitter | LinkedIn | YouTube
Home / Site Map / Contact Us / Privacy Statement
Follow us on: Twitter | LinkedIn | YouTube